

深孔鉆的進給傳動系統流程
文章作者:臺翰機械 發布時間: 瀏覽次數:2122次
摘要:深孔鉆的進給傳動系統流程,深孔鉆的進給傳動系統是伺服系統的重要組成部分,深孔鉆的進給傳動系統包括齒輪傳動副、絲杠螺母副及其支承部件等,它將伺服電動機就的旋轉運動變為執行部件的直線運動或回轉運動。
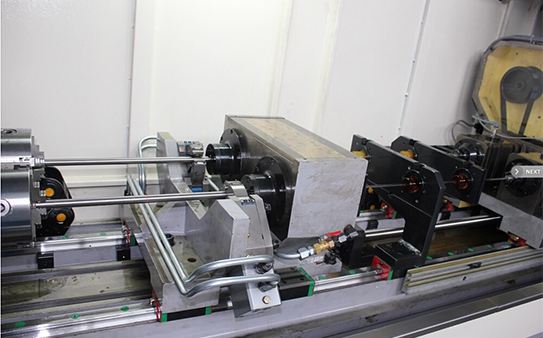
深孔鉆的進給傳動系統是伺服系統的重要組成部分,深孔鉆的進給傳動系統包括齒輪傳動副、絲杠螺母副及其支承部件等,它將伺服電動機就的旋轉運動變為執行部件的直線運動或回轉運動。鉆孔機鉆孔機是指利用比目標物更堅硬、更銳利的工具通過旋轉切削或旋轉擠壓的方式,在目標物上留下圓柱形孔或洞的機械和設備統稱。也有稱為鉆機、打孔機、打眼機、通孔機等。通過對精密部件進行鉆孔,來達到預期的效果.立式深孔鉆用特制的深孔鉆頭鉆削深孔時,刀具工作進給一段后快速退出,工件進行排屑,然后快速趨近加工部位再繼續工作進給,如此多次往復,直至加工出所要求孔深的進給,稱為分級進給.立式深孔鉆深孔鉆按排屑方式分為外排屑和內排屑兩類。外排屑的有槍鉆、深孔扁鉆和深孔麻花鉆等;內排屑的因所用的加工系統不同,分BTA深孔鉆、噴射鉆和DF深孔鉆3種。深孔鉆機床導軌經過了淬火處理,耐磨性較高。適用于機床制造、機車、船舶、煤機、液壓、動力機械、風動機械等行業的鏜削、滾壓加工,使工件粗糙度達0.4-0.8μm。深孔機床深孔機床主要有臥式深孔鉆鏜床,立式深孔鉆鏜床,深孔槍鉆,深孔桁磨機。深孔加工機床根據工件的長短選用兩種加工工件藝:短工件采用授油器授油并液壓頂緊.由于自動鉆孔及的進給運動是數字控制的直接對象,被加工工件的Zui后輪廓精度(精確度)、位置精度與表面粗糙度都受進給系統的定位精度、靈敏度和穩定(解釋:穩固安定;沒有變動)性的影響。 無論是開環、半閉環還是閉環伺服進給系統,為了確保系統的定位精于快速響應特性和穩定性,設計進給機械傳動結構時必須曼珠一定的要求,機械傳動裝置必須要具有高剛度、無傳動間隙、低摩擦阻力、高靈敏度和較高的壽命等。

本文由自動鉆孔機廠家-臺翰機械整理發布,轉載請注明出處,原文地址:http://m.cesissi.com/news/171.html
上一篇:深孔鉆的性能優勢在哪里?
下一篇:深孔鉆的工件如何控制精度問題
延伸閱讀
Zui新資訊
/NEWS 在線客服
在線客服